Biomass to Biogas Anaerobic Digestion (AD) Plant Technology Comparison
Traditional Anaerobic Digestion Plant Versus
Veritas 2nd Generation Anaerobic Digestion Plant
Producing Biogas
Production of biogas from agricultural products like maize and animal manures via Anaerobic Digestion has been a proven technology for the past 80 years.
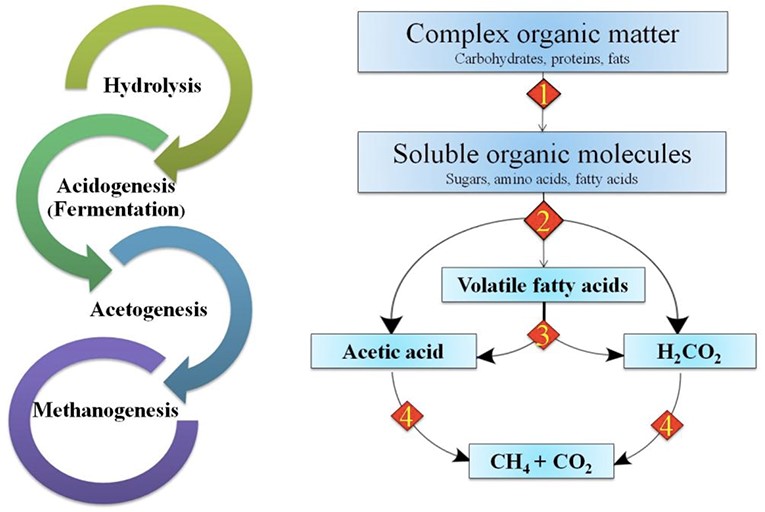
The process entails 4 distinct stages, as show in the diagram above, to convert organic matter into bio-methane. Biogas is produced under anaerobic conditions e.g., the absence of oxygen, hence the reference to anaerobic digestion (AD). An AD plant typically tries to create an optimal environment for the various processes to take place to produce the optimal quantity of biogas per ton of feedstock. Various control measures like mixing, heating, and sampling of the feedstock are done to ensure the mixture is maintained at optimal conditions.
AD starts at the hydrolysis stage where the carbohydrates, proteins, and fats are converted into a form of volatile fatty acids. These fatty acids are key to the production of CH4 or bio-methane.
Traditional AD Process
In a traditional AD plant, the process to convert feedstock into biogas is a slow process (21–40 days) and cannot be accelerated. Therefore, this requires large structures to store feedstock in the primary digester (hydrolysis) and secondary digester (methanogenic). It also requires significant energy to heat and mix the large quantity of material, hence the ‘parasitical load” of up to 30% of output for some plants.
Additionally, traditional AD facilities are limited to using cow manure or other high-quality feedstock because they cannot decompose the fibrous components (essentially cell walls or celluloses or hemi-cellulose) of organic materials or biomass, efficiently. This failure results in up to 50% of the fibrous material remaining un-processed, in the by-product or digestate. This digestate typically has a bad odour, is a relatively low value organic fertilizer, and needs to be managed daily.
2nd Generation Biomass to Biogas AD Process
Biologists have been studying the conversion of cellulose and hemi-cellulose into sugars, proteins, and lipids in rumen animals for many years. These animals can convert, in a relatively short time (2-3 days), large volumes of grass or cellulose material into proteins and sugars, needed for growth and the production of milk, muscles and energy. The “key component” is the use of “rumen”, that bright yellow stomach content found in these animal’s first stomach.
Biologists have found that by adding a “biochemical enhancer” (rumen) to the processing plant, cellulose is converted into proteins, sugars, and fatty acids. Since the processing plant is mechanical and not an animal, it has no use for the proteins or the sugars, hence we can remove them both and retain the volatile fatty acids that are produced. The Proteins and sugars, as discussed below leads to the formation of an acidic conditional creating sulphur if not manged well, so by removing the protein and sugars after the hydrolysis stage we can produce “clean sulphur fee” biogas.
Closer analysis of the different biogas stages revealed there is little value in the acidogenesis (fermentation) and the acetogenesis stages other than producing volatile fatty acids, that are prone to produce ammonia and sulphur when not manged carefully. Managing ammonia in the process of gas production is critical due to it inhabitant effect on reproduction of the methane bacteria responsible for producing the methane gas. This leads to a very low-quality biogas e.g., CH4 levels less than 40%. Sulphur on the other hand is a very corrosive gas that damages any material containing metal like burners in stoves, heating elements, and the engine block in generators or cars motors.
Biologists have discovered that removing proteins and excess sugars during the production of fatty acids, the ammonia and sulphur production is greatly reduced if not eliminated, and at the same time, has no effect on the production potential of methane.
Impact of 2nd Generation Biomass to Biogas Technology
-
- We now have an opportunity to produce biogas from feedstock that has not been traditional used. As an example, dry cellulose material (grass, maize, mushroom compost, or other organic materials), which is significantly cheaper than “food” plants, and is also much more abundant.
-
- We can produce a much higher yield per ton of feedstock when we use biochemistry to convert cellulose in the feedstock, into proteins, sugars, and volatile fatty acids.
-
- We can remove 2 steps, from the traditional AD biogas process and therefore, our “processing timeline” has been significantly reduced to approximately 3 days vs 40 days. This means our plant can be about ten times smaller, ten times less capital intensive, with a significantly lower production cost.
-
- When we removed the proteins and sugars, we are removing 70% of the bulk, therefore, the methane plant can be even smaller – again less plant and less energy required for heating.
-
- Without proteins and sugars in the mix, we produce clean, sulphur free biogas.
-
- The protein and sugars that are extracted, can now be used in animal feed, which is much more valuable than digestate, the by-product from traditional AD plants.
-
- When converting solid into a gas, we move though a liquid stage, that produces water rich with nutrients (phosphor, potassium, calcium, and magnesium) from the feedstock, which is a perfect liquid fertiliser. Therefore, this process is a net producer of “water”.
Veritas product and the patent
Our partner, BioVest, has developed the biologic protocol of adding rumen into the biogas process thus achieving all the benefits as discussed above at the University of Hannover Germany and successfully registered a patent: DE 10 2006 012 130 B4 .
Our partner has extensive knowledge and construction experience of more than 200 traditional AD plants throughout Europe and Africa has “packaged this biological protocol” into an exciting modular package known as RCB, an acronym for Rapid Cellulose Bio Reactor.
RCB is a containerised modular unit that ranges from feedstock input of 0.5 tons per day up to 10.5 tons per day, producing clean biogas at 13m3.hr up to 350m3.hr. The unit is modular, scalable, transportable, and can be configured with various optional extras to produce electricity or adding scrubbers to clean the biogas into Renewable Natural Gas or compressed natural gas.
This flexibility offers clients the option to use the plant in a hybrid configuration of producing electricity and high-quality renewable natural gas for domestic use or as a substitution for transportation fuels (diesel, petrol etc).
RCB’s key components are OEM parts that has been in use in the industry for years and is supplied by major suppliers in Europe and the United States. We deliver semi-completed units to site and commission the plant within 3 weeks, offering quick turnaround and gas production. The plant is also a “batch system” meaning that is can easily be moth-balled by reducing the daily feeding volume or re-commissioned to another location.